Hydroxyapatite (HA) serves as a primary bioactive component in bone repair materials due to its chemical similarity to natural bone mineral and excellent osteoconductivity. However, pure HA lacks piezoelectric activity and often exhibits limited mechanical strength under load-bearing conditions. Incorporation of barium titanate (BaTiO₃, BT) — a lead-free ferroelectric ceramic with strong piezoelectric properties — enables the creation of HA–BT composite bioceramics that exhibit electromechanical coupling, mimicking the natural piezoelectric response of bone tissue. Under mechanical stress, these smart bioceramic scaffolds generate localized electrical signals that can stimulate osteoblast proliferation, differentiation, and extracellular matrix deposition, thereby promoting piezoelectric bone regeneration.
Digital light processing (DLP) 3D printing offers precise control over complex porous architectures, high resolution, and customizable pore interconnectivity — critical for vascularization and nutrient transport in bone scaffolds. This article reviews the preparation, characterization, and performance of HA–BT composite scaffolds produced via DLP, focusing on slurry optimization, thermal processing, microstructure evolution, piezoelectric properties, and in vitro biocompatibility.
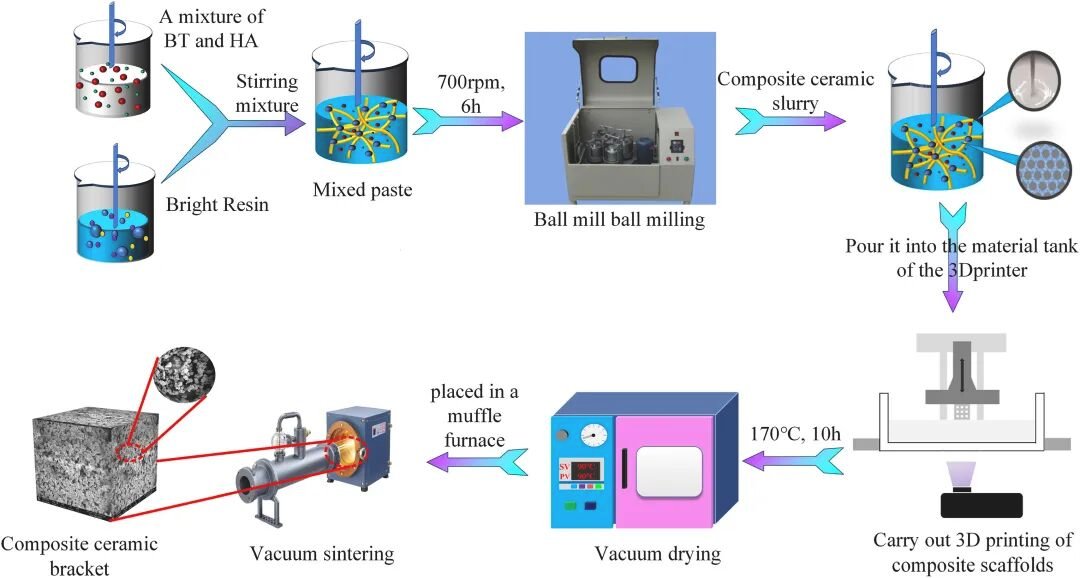
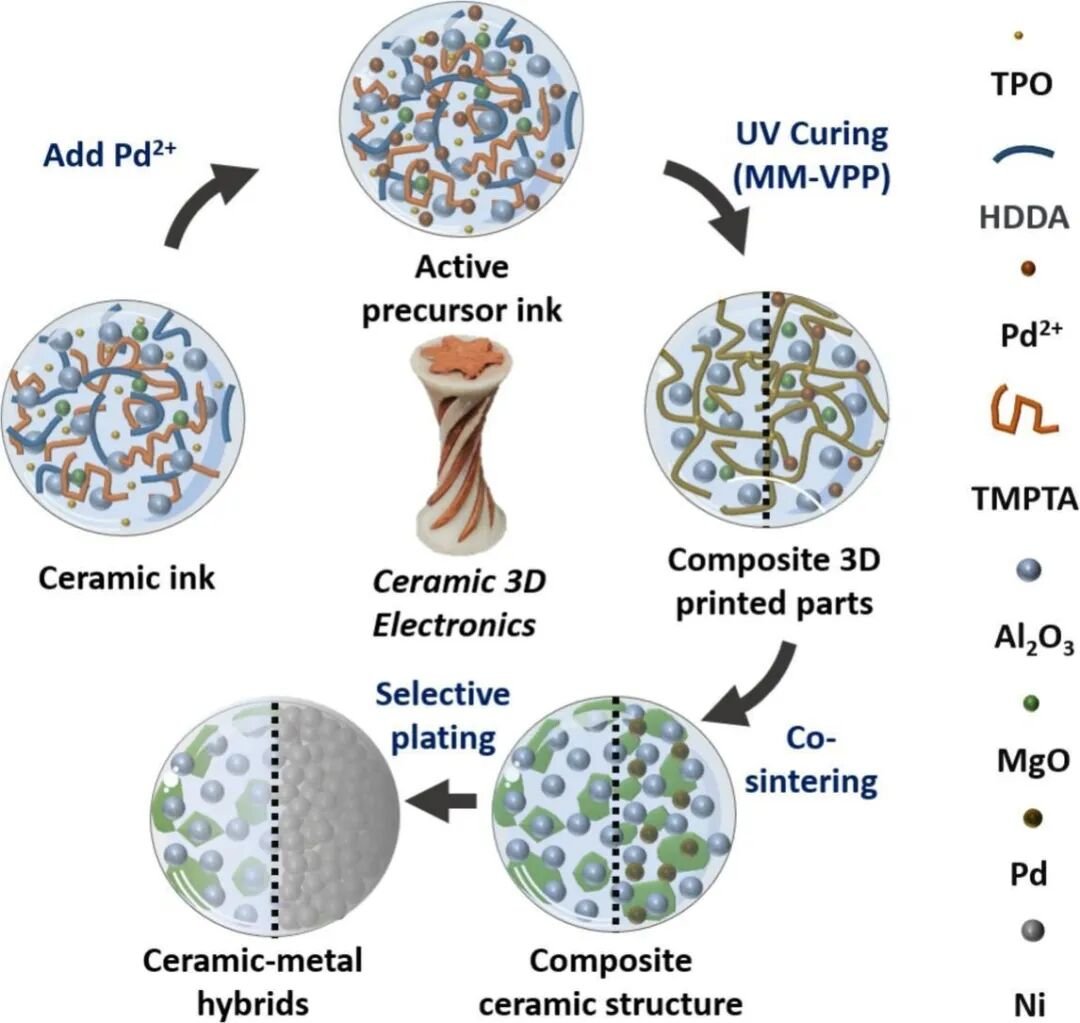
Figure 1: Schematic illustration of the complete DLP 3D printing workflow for HA–BaTiO₃ bioceramic scaffolds. The process includes slurry preparation (mixing HA and BT powders with photosensitive resin and dispersant), ball milling for homogenization, vat photopolymerization printing, vacuum drying to remove residual solvents, and high-temperature vacuum sintering for densification and phase stabilization.
Powder Characterization and Slurry Rheology Optimization
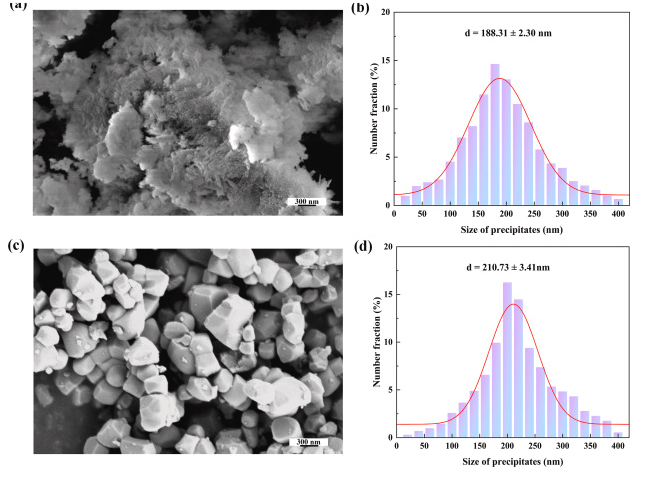
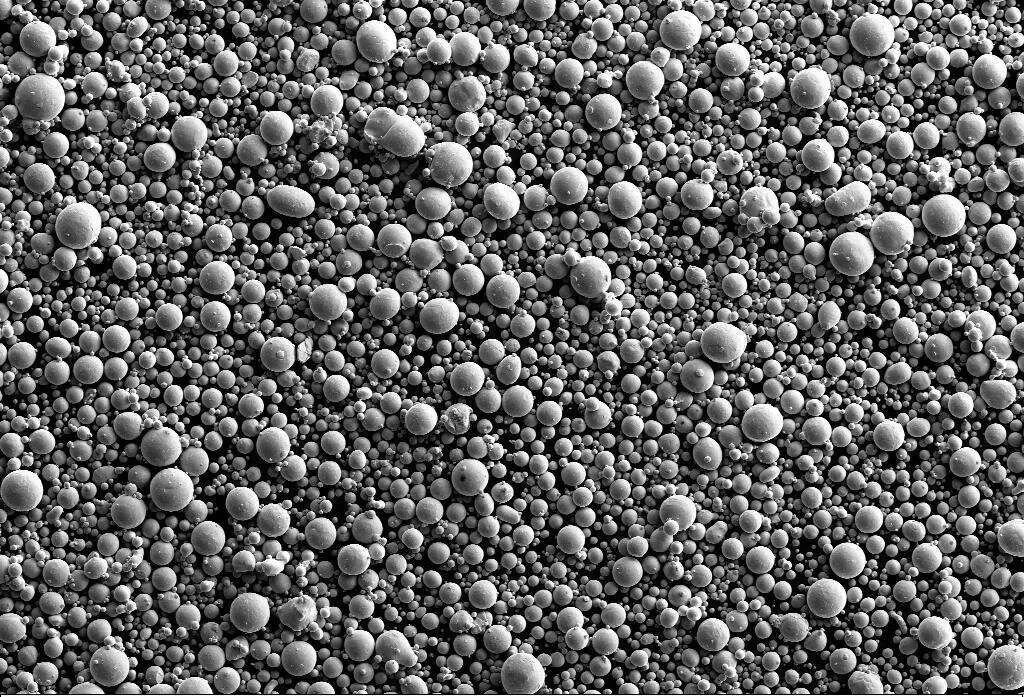
HA and BT powders were characterized for morphology and particle size distribution. Both materials exhibited nanoscale features suitable for uniform dispersion in photopolymerizable slurries.
Figure 2: SEM micrographs and particle size distribution curves of HA and BaTiO₃ powders. SEM images reveal particle morphology; distribution curves show average sizes in the range suitable for stable suspension and high-resolution printing.
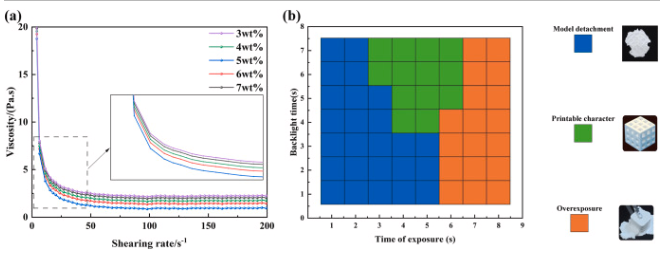
Rheological behavior is critical for successful DLP printing. Shear-thinning characteristics and appropriate viscosity were achieved by optimizing dispersant concentration. Printing parameters (single-layer exposure time and backlight duration) were tuned to ensure layer adhesion without over-curing or detachment.
Figure 3: Rheological viscosity curves as a function of dispersant concentration and printability evaluation matrix for HA–BaTiO₃ slurries. Optimal formulations maintain low viscosity at high shear rates while providing sufficient green strength post-exposure.
Thermal Debinding and Sintering Behavior
Thermogravimetric analysis coupled with differential scanning calorimetry (TG-DTG-DSC) identified decomposition stages of the organic binder and guided the multi-stage debinding profile to prevent cracking or carbon residue.
Figure 4: TG-DTG-DSC curves of the photosensitive resin and HA–BaTiO₃ green body, together with the optimized multi-stage debinding and sintering thermal schedule. Controlled ramps minimize defects during organic burnout and ceramic densification.
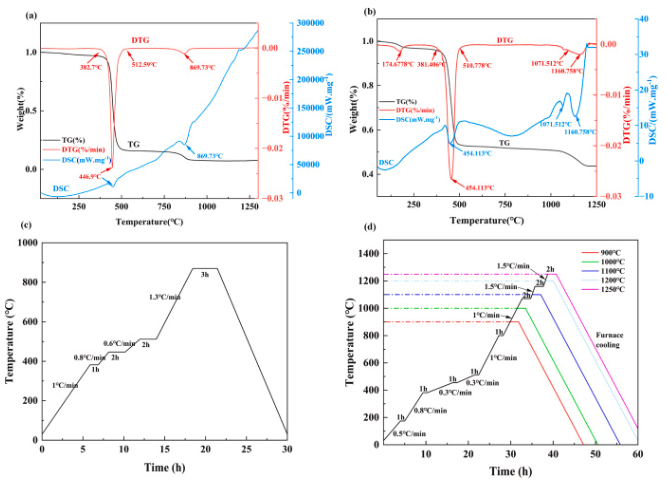
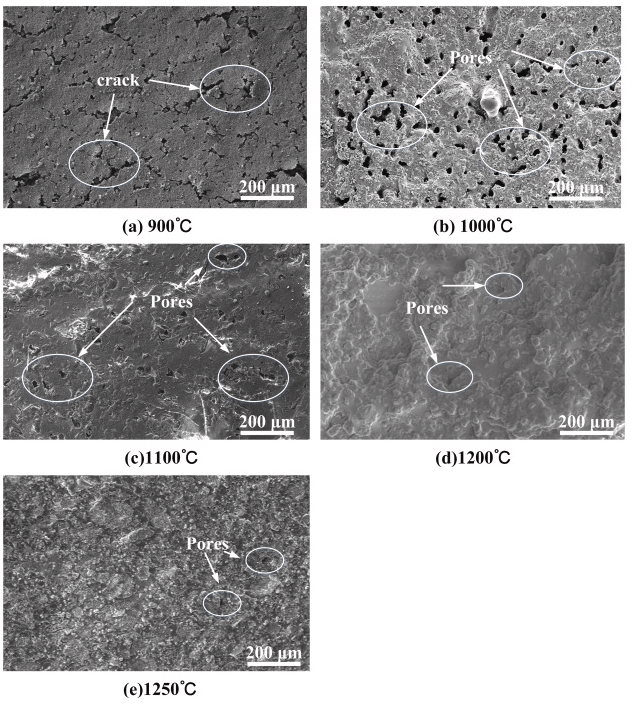
Post-sintering microstructure evolution was examined across temperatures from 900 °C to 1250 °C. Higher sintering temperatures promoted grain growth, pore elimination, and densification while preserving the perovskite structure of BT responsible for piezoelectricity.
Figure 5: SEM micrographs showing surface microstructure of HA–BaTiO₃ scaffolds sintered at 900 °C, 1000 °C, 1100 °C, 1200 °C, and 1250 °C. Progressive reduction in porosity and improved inter-particle bonding are evident at elevated temperatures.
In Vitro Biocompatibility and Cell Response
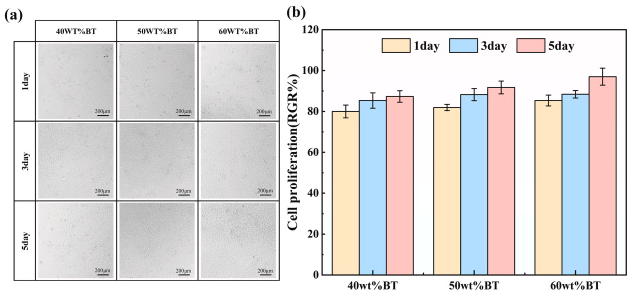
MC3T3-E1 pre-osteoblast cells were cultured on scaffolds with varying BT content. Cell adhesion, spreading, and proliferation were assessed over 1–5 days.
Figure 6: Optical microscopy images of cell morphology and quantitative relative growth rate (RGR) of MC3T3-E1 cells cultured on HA–BaTiO₃ scaffolds with different BaTiO₃ loadings (1–5 days). Scaffolds support good cell viability and proliferation, with performance maintained or slightly enhanced at higher BT fractions within the tested range.
Key Performance Insights from HA–BaTiO₃ Composites
Optimized composites (around 60 wt% BT) achieve a balance of:
- Relative density ≈ 91–92%
- Compressive strength approaching or exceeding 100 MPa
- Piezoelectric coefficient (d₃₃) in the range of several pC/N
- Dielectric constant supporting effective charge generation under stress
These properties enable electromechanical coupling sufficient to produce bioelectric signals analogous to those in native bone, which are known to modulate cellular behavior via ion channel activation and signaling pathways.
DLP 3D printing facilitates the fabrication of patient-specific functional ceramic scaffolds with controlled macroporosity (for tissue ingrowth) and microporosity (for nutrient diffusion), making this approach promising for load-bearing bone defect repair where both structural support and biophysical stimulation are required.
For researchers working on electromechanical coupling biomaterials, piezoelectric bone regeneration, BaTiO3 biomaterials, or smart bioceramic scaffolds, DLP-based HA–BT composites represent a reproducible platform combining bioactivity, piezoelectricity, and architectural freedom.
AdventureTech (ADT) provides DLP ceramic 3D printing systems, compatible high-solid-loading slurries, and technical support for developing and optimizing such composite bioceramics. Researchers interested in replicating or extending these workflows can explore compatible equipment and materials through https://adt-ceramic3dp.com.
More articles
Electromechanical Coupling in HA–BaTiO₃ Bioceramic Scaffolds via DLP 3D Printing
Multi-Material Ceramic 3D Printing for Durable Electronic Devices
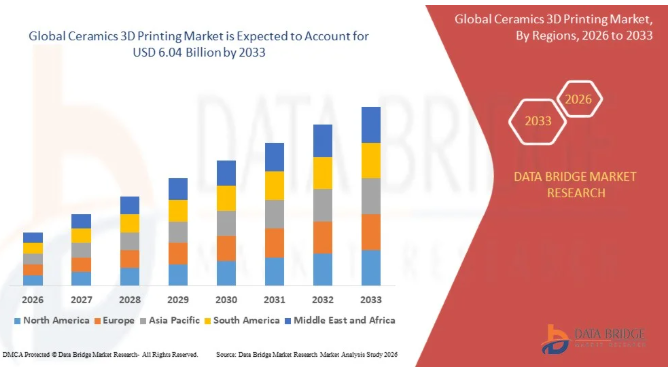
Ceramic 3D Printing Market Forecast 2026–2033: Opportunities, Growth, and Key Applications
Advanced Insights into Late-Stage Sintering: Multi-Stage Grain Growth in Ceramic Materials
Request A quote