Ceramic 3D Printing Material
Ceramic 3D printing materials are specialized material systems adapted to ceramic additive manufacturing technologies (such as SLA, DLP, DIW, SLS, etc.). They are primarily composed of ceramic powder (functional component), carrier/binder phase (forming medium), and auxiliary additives (performance modifiers). They must meet two crucial requirements: “printability” and “post-processing stability”—they must be compatible with the process characteristics of specific 3D printing technologies (e.g., photocurable materials require photosensitivity, DIW requires high viscosity), and they must form dense, high-performance ceramic products after debinding and sintering. The following is a detailed analysis of their core classification, composition, and application scenarios:

I. Core Composition of Ceramic 3D Printing Materials (General Structure)
Regardless of the forming technology, the essence of ceramic 3D printing materials is a composite system of “ceramic functional phase + forming auxiliary phase,” with each component having a clear function:
Ceramic powder (main component): Determines the physical and chemical properties of the final product (e.g., high temperature resistance, hardness, biocompatibility).
Carrier/binder phase: Provides forming capability (e.g., photocuring, extrusion, bonding), and can be removed or transformed through subsequent post-processing.
Auxiliary additives: Optimize material printing performance (e.g., dispersibility, fluidity, curing speed), preventing forming defects.
Key indicators: The ceramic powder must meet the requirements of “ultra-fine particle size (10-100nm) + high purity (≥99%) + good dispersibility,” otherwise it will lead to poor interlayer bonding and cracking after sintering; the compatibility between the carrier/binder phase and the ceramic powder directly affects the forming accuracy and product density.
II. Classification of Ceramic 3D Printing Materials (Classified by Adaptability to Forming Technology)
Different ceramic 3D printing technologies have vastly different requirements for the form and performance of materials. Therefore, materials are often classified according to their “adaptability to the technology,” which is the core classification logic in industry and research:
1. Photocurable Ceramic Materials (Adapted to SLA/DLP Technology)
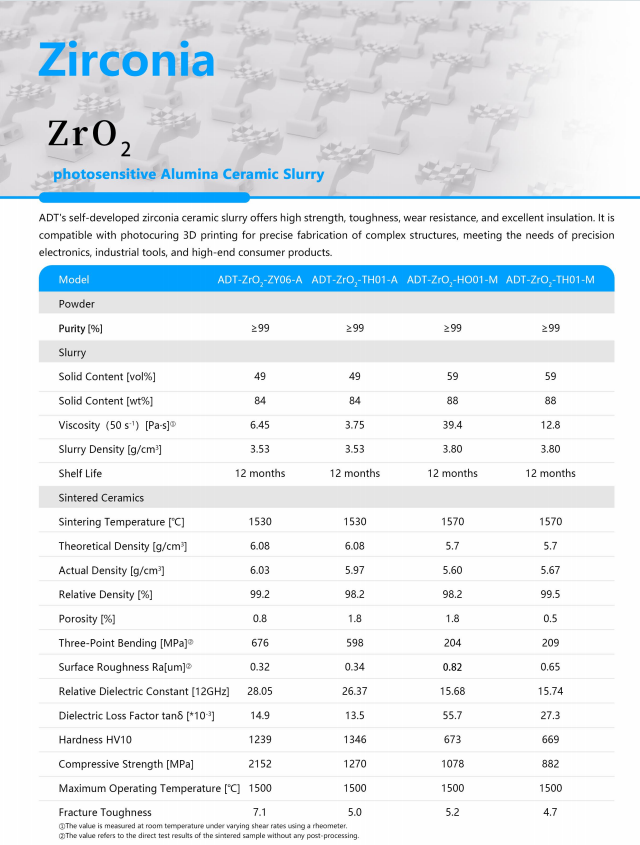
Form: Low-viscosity suspension slurry (solid content 65-75 vol%), good fluidity, allowing for rapid layer deposition. Core components: Nanoceramic powder (zirconia, alumina, hydroxyapatite) + photosensitive resin (acrylate) + photoinitiator + dispersant.
Working principle: Under ultraviolet light irradiation, the photosensitive resin rapidly cures, “locking” the ceramic particles in the cured layer to form a green body; subsequent degreasing removes the resin, and high-temperature sintering densifies the ceramic particles.
Key requirements: The slurry needs to have low viscosity (50-200 mPa·s), no particle sedimentation, and low curing shrinkage (≤5%), otherwise it will lead to delamination or deformation of the green body.
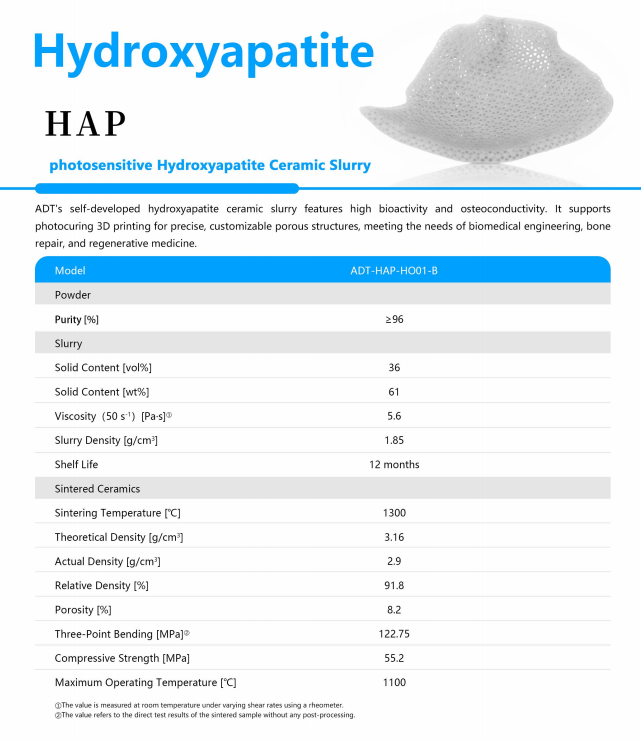
Typical applications: Dental crowns, artificial bone scaffolds, precision ceramic molds, microelectronic ceramic components.
2. Inkjet Direct Writing Ceramic Materials (suitable for DIW technology)
Form: High-viscosity, thixotropic slurry (solid content 50-65 vol%), which can quickly solidify after extrusion without collapsing.
Core components: Ceramic powder (alumina, silicon carbide, hydroxyapatite) + binder (water glass, polyvinyl alcohol PVA, silicone resin) + thixotropic agent (fumed silica) + dispersant.
Working principle: The slurry is extruded from a precision nozzle under pressure, relying on thixotropy (thinning under shear, thickening at rest) to achieve layer-by-layer deposition; subsequent degreasing removes the binder, followed by sintering for densification.
Key requirements: The slurry needs to have high thixotropy, good extrusion fluidity, no risk of nozzle clogging, and strong shape stability after deposition (resistance to gravitational collapse).
Typical applications: Large-sized ceramic components (such as aero-engine bushings), porous ceramic scaffolds, ceramic artifact repair materials.
3. Selective Laser Sintering Ceramic Materials (suitable for SLS technology)
Form: Dry composite powder (powder particle size 50-150 μm), with good fluidity and uniform powder spreading.
Core components: Ceramic powder (alumina, silicon nitride) + thermoplastic binder (polyethylene, polyamide PA) + dispersant (to prevent agglomeration). Working principle: Laser selectively heats the powder bed, melting the binder and bonding the ceramic particles together; subsequently, the binder is removed through solvent debinding or thermal debinding, followed by high-temperature sintering (1600-1800℃) to bond the ceramic particles.
Key requirements: The powder needs good flowability (angle of repose ≤30°) and high sintering activity; otherwise, it will lead to loose printed layers and low finished product density (usually 85-92%).
Typical applications: Ceramic molds, high-temperature structural components, complex-shaped ceramic parts.
4. Binder Jetting Ceramic Materials (suitable for 3DP technology)
Form: Ceramic powder (particle size 20-100μm) and binder solution (stored separately).
Core components: Ceramic powder (zirconia, alumina) + water-based binder (polyvinyl alcohol, sodium alginate).
Working principle: The print head selectively sprays the binder onto the powder bed, bonding the ceramic particles together; subsequent debinding and sintering reinforcement are required, or direct impregnation curing (suitable for porous parts).
Key requirements: The ceramic powder needs good powder spreading and liquid absorption properties, and the bonding strength between the binder and the powder should be moderate (to avoid cracking after molding).
Typical applications: Ceramic porous structures, architectural ceramic models, low-cost ceramic prototypes.
III. Classification of Ceramic 3D Printing Materials by Material Type (classified by ceramic powder type)
In addition to classification by molding technology, it can also be classified by the material properties of the ceramic powder, which directly relates to the functional application scenarios of the finished product:
Oxide ceramics: High temperature resistance, corrosion resistance, good insulation, low molding difficulty (sintering temperature 1400-1800℃).
Non-oxide ceramics: Ultra-high strength, high hardness, high temperature resistance (sintering temperature 1800-2200℃), but high molding difficulty.
Bioceramics: Good biocompatibility, biodegradable (partially), and can bond with human tissue.
Functional ceramics: Possess special functions (such as piezoelectric, conductive, and magnetic properties).
IV. Key Technical Challenges and Development Trends of Ceramic 3D Printing Materials
1. Core Technical Challenges
Slurry/Powder Stability: Nanoceramic powders are prone to agglomeration, leading to printing defects;
Matching of Forming and Sintering: Removal of the carrier/binder phase can easily cause cracking of the green body, and the sintering shrinkage rate needs to be precisely controlled (usually 10-20%);
Cost Issues: Nanoceramic powders and specialized carriers (such as high-performance photosensitive resins) are expensive, limiting large-scale application.
2. Development Trends
High Solid Content, Low Viscosity Slurries: Improving the density and forming efficiency of the finished product;
Multi-material Composites: Such as gradient ceramic materials (gradual changes in material/performance in different regions), ceramic-metal composite materials;
Green and Environmentally Friendly Materials: Developing water-based photosensitive resins and biodegradable binders to reduce post-processing pollution;
Functional Customization: Optimizing performance for specific scenarios (e.g., osteoinductivity of bioceramics, thermal conductivity of electronic ceramics).
The core of ceramic 3D printing materials is “adapting to the forming technology + meeting the final performance requirements.” Essentially, it involves additive manufacturing of ceramic powders through a carrier/binder phase, followed by post-processing to restore the inherent properties of the ceramic. Different technologies correspond to significantly different material forms (slurry/powder) and compositions: photopolymerization materials focus on high precision, DIW materials are suitable for large-size/complex structures, SLS materials are suitable for mass production, while bioceramic materials focus on biocompatibility requirements in the medical field. When selecting materials, it is necessary to first clarify the forming technology and the function of the finished product, and then match the corresponding powder, carrier, and additive system.
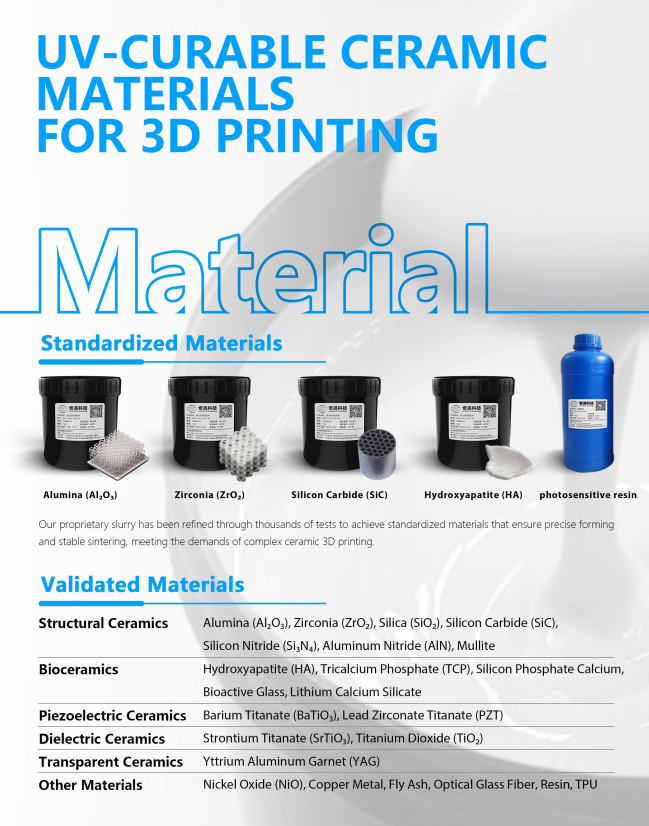
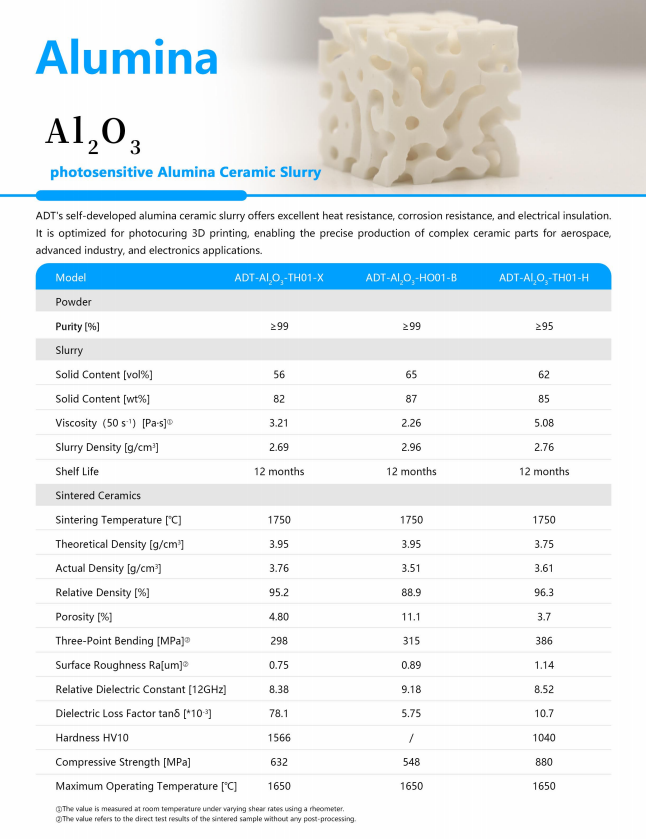
Adventure Technology (ADT)’s ceramic 3D printing materials are independently developed. Our alumina ceramic slurry combines high temperature resistance, corrosion resistance, and high insulation performance, and is compatible with photopolymerization 3D printing technology. It can precisely form complex structures, meeting the high-performance ceramic manufacturing needs of aerospace, high-end industrial, and electronic communication fields. Our ceramic 3D printing material formula has undergone tens of thousands of verifications and optimizations, ultimately achieving material standardization, balancing precise molding and sintering stability, and meeting the 3D printing requirements of complex ceramic components.
 This photosensitive resin is designed for photopolymerization ceramic 3D printing, formulated with ceramic powders for high precision and excellent molding performance. It provides good fluidity and stability, enabling controlled ceramic particle distribution, and is suitable for alumina, zirconia, and silicon carbide.
This photosensitive resin is designed for photopolymerization ceramic 3D printing, formulated with ceramic powders for high precision and excellent molding performance. It provides good fluidity and stability, enabling controlled ceramic particle distribution, and is suitable for alumina, zirconia, and silicon carbide.Dental
Medical
College
Aviation
Ceramic
Biology
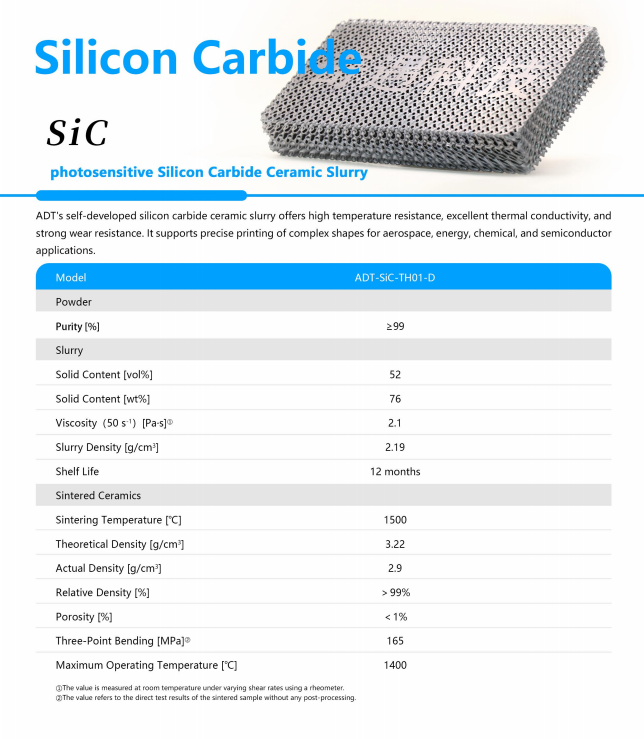
- Non-oxide ceramics, such as silicon carbide and silicon nitride, offer excellent wear resistance, thermal conductivity, and chemical stability for extreme environments. Our slurries of these materials exhibit good fluidity, enabling the fabrication of complex heterogeneous structures via photopolymerization 3D printing.
-
Dental
Medical
College
Aviation
Ceramic
Biology