DLP Ceramic 3D Printer
DLP ceramic 3D printers are 3D printing devices based on Digital Light Processing (DLP) technology, specifically adapted for ceramic materials (ceramic slurries). The core principle is to cure the ceramic photosensitive slurry through “area exposure,” layer by layer, ultimately obtaining dense ceramic parts after post-processing such as debinding and sintering. It is a combination of DLP photopolymerization 3D printing technology and ceramic material applications, retaining the advantages of DLP technology’s “high precision and high speed,” while also specifically adapting to the characteristics of ceramic materials.
I. Core Working Principle (Two steps: Printing and Forming + Post-processing and Curing)
1. Printing and Forming (Core step of photopolymerization)
Material Preparation: Using a specially formulated “ceramic photosensitive slurry”—the main components are ceramic powder (such as alumina, zirconia, silicon nitride, etc.), photosensitive resin (as a binder), dispersant, etc., mixed to form a uniform and stable paste-like fluid with photopolymerization reactivity.
Area Exposure Forming: The DLP projector (core component) projects a “cross-sectional pattern of one layer” of the digital model onto the surface of the slurry. The photosensitive resin in the exposed area instantly undergoes a polymerization reaction, firmly bonding the ceramic powder together, forming a cured ceramic-resin composite layer.
Layer-by-layer Stacking: After each layer is cured, the printing platform moves upward along the Z-axis by one layer thickness (usually 10-100μm). New slurry covers the surface of the already formed layer, and the “exposure-lifting” process is repeated until the entire composite green body of the part is formed.
2. Post-processing (Key to ceramic densification)
The printed “green body” contains a large amount of photosensitive resin and cannot be used directly. It requires two core post-processing steps:
Debinding: Heating at a low temperature (usually 300-600℃) to decompose and volatilize the organic components such as resin and dispersant in the green body, leaving a pure ceramic powder skeleton (brown body). Sintering: The green body is sintered at high temperatures (usually 1200-1800℃, depending on the ceramic material). Ceramic powder particles form a dense structure through diffusion and fusion, ultimately resulting in a high-strength, high-density ceramic product (parts will shrink by approximately 5-20% after sintering, which needs to be compensated for in the model beforehand).
II. Core Features (Compared to other ceramic 3D printing technologies)
1. Advantages: Precision, Efficiency, and Good Surface Quality
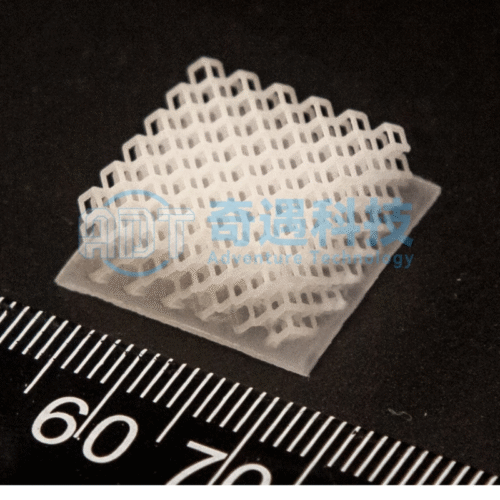
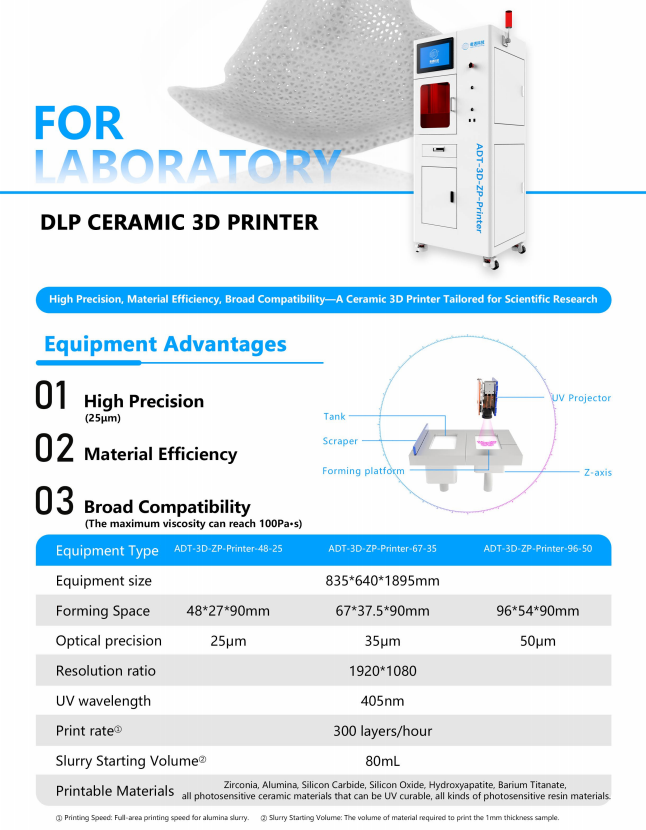
High precision + high detail: DLP’s pixel-level exposure accuracy (usually XY axis resolution ≤50μm) allows for the formation of complex and intricate structures (such as micropores, thin walls, and textures), resulting in low surface roughness (Ra≤1μm), eliminating the need for extensive post-processing.
Efficient area exposure: One exposure forms an entire layer at once (unlike FDM’s “line scanning” and SLA’s “point scanning”), resulting in printing speeds 3-10 times faster than SLA ceramic printers, suitable for mass production of small to medium-sized complex parts.
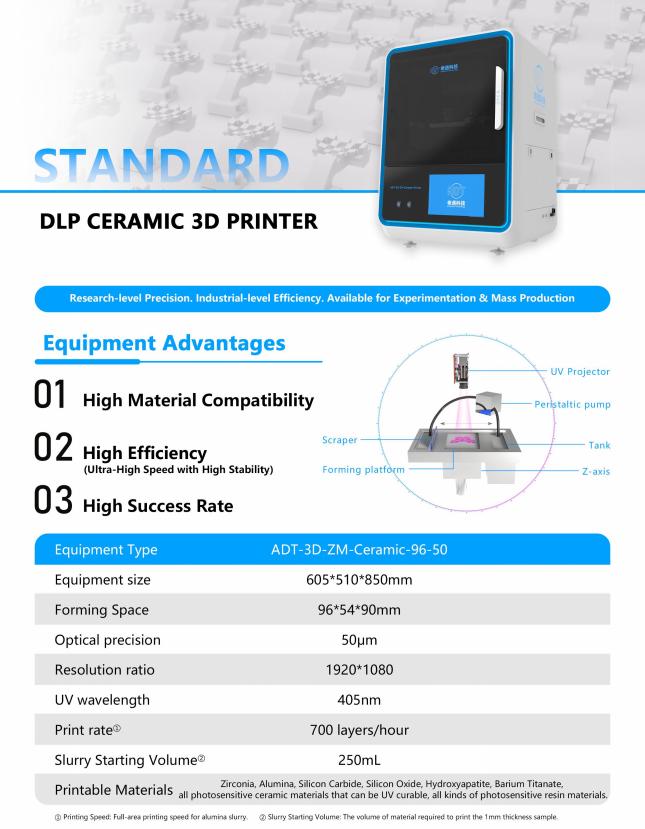
Wide material compatibility: Compatible with mainstream ceramic materials such as zirconia (dental, industrial structural parts), alumina (high-temperature resistant parts), hydroxyapatite (biomedical), and silicon nitride (wear-resistant parts), requiring only adjustments to the slurry formula.
Good molding consistency: The DLP light source provides uniform energy, resulting in minimal differences in size and performance among parts printed in the same batch, offering better stability than some other technologies (such as binder jetting).
2. Limitations: Size and Cost Constraints
Limited molding size: Limited by the projection area of the DLP projector, the maximum single-piece molding size is usually within 100×100×200mm (large parts require splicing), making it difficult to print ultra-large ceramic components.
High slurry requirements: Ceramic slurries need to balance fluidity, photocuring activity, and stability, making formula development difficult and more expensive than ordinary resins; and the slurry is prone to sedimentation, requiring the equipment to be equipped with a stirring device.
High equipment cost: The core components (high-resolution DLP projector, high-precision motion platform) are expensive, with entry-level equipment typically costing over 100,000 yuan, and industrial-grade equipment reaching hundreds of thousands of yuan.
III. Typical Application Scenarios
The core advantage of DLP ceramic 3D printers is the “high-precision realization of complex and intricate structures.” Therefore, applications are concentrated in fields with high demands on “shape complexity, dimensional accuracy, and material properties”:
Dental Medical: Zirconia all-ceramic crowns, bridges, and implant abutments – requiring personalized customization and high-precision fit (edge gap ≤ 50μm), DLP enables batch customization with high efficiency.
Biomedical: Hydroxyapatite bone scaffolds (porous structure, biomimetic morphology, requiring matching porosity and mechanical properties of human bone), ceramic artificial eyes, etc.
Industrial Precision Parts: Ceramic molds (such as micro-injection molds, precision mold inserts for 3C products), high-temperature resistant ceramic components (such as small sensor housings for aerospace applications), wear-resistant ceramic valve cores.
Electronics and Microelectromechanical Systems (MEMS): Ceramic microfluidic chips (fine channel structures), ceramic sensor components (high-precision dimensional control).
Art and Creative Industries: Ceramic sculptures, personalized tableware, customized ceramic jewelry (complex textures and shapes that are difficult to achieve with traditional ceramic manufacturing processes).
DLP ceramic 3D printers are the core manufacturing equipment for “high-precision, high-efficiency” ceramic parts, essentially a deep integration of DLP photopolymerization technology and ceramic material processing. It solves the problem of “complex structure molding” that is difficult to achieve with traditional ceramic manufacturing (slip casting, machining), and has irreplaceable advantages in high-end fields such as medical, industrial, and electronics; however, limited by size and cost, it cannot currently meet the needs of large, low-cost ceramic components.
If you need to choose equipment, the core criteria are: whether the part requires complex and intricate structures, whether the size is within the DLP molding range, and whether you can accept the corresponding material and equipment costs – if these three points are met, DLP is the preferred solution for ceramic 3D printing.
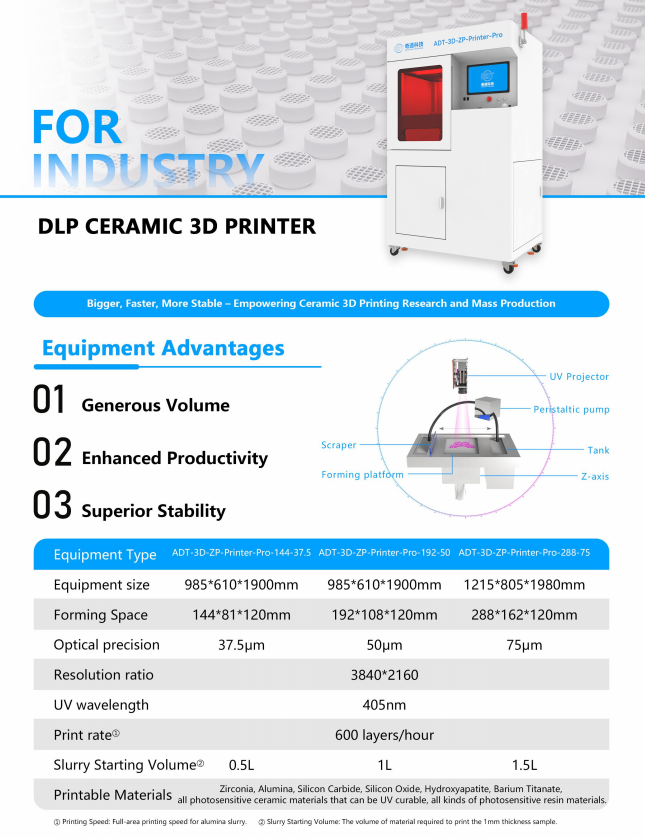
AdventureTech (ADT)’s DLP ceramic 3D printing equipment boasts four core advantages: high speed (up to approximately 1400 cm³/h), high precision (up to 25μm optical precision), high stability (successful sample rate as high as 99%), and strong material compatibility (up to 100 Pa·s). Whether for scientific research or large-scale production, AdventureTech (ADT) provides users with reliable ceramic 3D printing solutions through a stable, professional, and verifiable equipment system.
AdventureTech (ADT) offers three types of DLP ceramic 3D printing equipment: portable desktop, laboratory research, and industrial production models.